Penetration in case of gas metal arc welding is about _______.
A. 3.5
B. 5
C. 1.25
D. 15
Please scroll down to see the correct answer and solution guide.
Right Answer is: C
SOLUTION
Explanation:
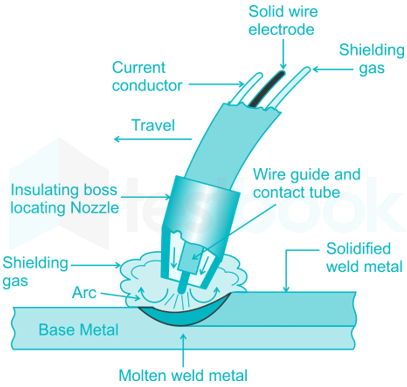
Gas metal arc welding (GMAW) or Metal inert gas arc welding (MIG)
- In this process, the arc is formed between a continuous, automatically fed, metallic consumable electrode and welding job in an atmosphere of inert gas, and hence this is called metal inert gas arc welding (MIG) process.
- The shielding gases for MIG welding are mixtures of argon, oxygen, and CO2, and special gas mixtures may contain helium.
- The penetration in case of gas metal arc welding is approximately 1.25.

Straight polarity: Here electrode is negative and the workpiece is positive and the circuit is between the two. So the electrons move from electrode to workpiece with high velocity. Heat energy is created and generated at the workpiece surface and transfers to surrounding i.e electrode.
- In straight polarity 2/3 of heat will be at the workpiece and 1/3 will be at the electrode.
- So more heat is concentrated on the workpiece results in more penetration and less weld width.
- Due to lower heat generation at the electrode end, the melting rate of the electrode reduces causing a low deposition rate.
Reverse polarity: Here the whole scenario is opposite, electrons move from workpiece to electrode resulting in 2/3 heat at electrode and 1/3 at the workpiece. So resulting in less penetration and more weld width.

|
Current type |
DCSP (Straight polarity) |
DCRP (Reverse Polarity) |
AC |
|
Electrode Polarity |
Electrode negative |
Electrode Positive |
Alternating |
|
Heat Balance in the arc |
70% at work end, 30% at the electrode end |
30% at work end, 70% at the electrode end |
50% at work end 50% at the electrode end |
|
Penetration Profile |
Deep, Narrow |
Shallow, wide |
Medium |
|
Electrode Capacity |
Excellent |
Poor |
Good |
